 +86-15371769898
+86-15371769898 [email protected]
[email protected]
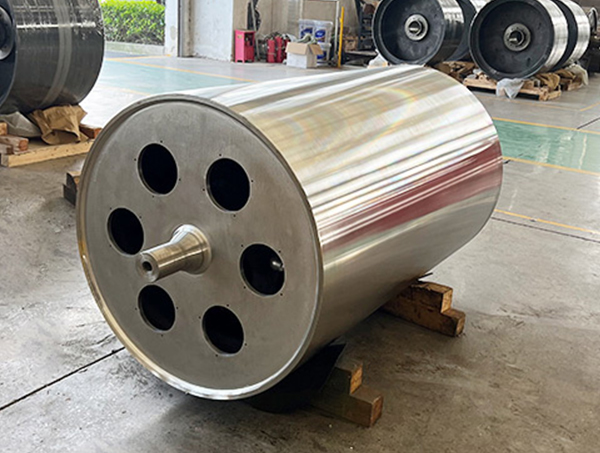
+86-15371769898[email protected]Rouleaux à surface miroir obtenir leur finition brillante grâce à un Processusus de fabrication en plusieurs étapes contrôlé avec précision qui combine la sélection des matériaux de base, l'usinage grossier et fin, plusieurs cycles de meulage et le polissage final pour atteindre une rugosité de surface (Ra) de 0,01 à 0,05 micromètres. – suffisamment lisse pour réfléchir la lumière comme un miroir. À ce niveau de raffinement de surface, le rouleau peut conférer sa finition directement aux films, feuilles, revêtements et stratifiés pendant le traitement industriel, faisant de la qualité de la surface du rouleau le facteur le plus important dans la qualité du produit fini.
La rugosité de la surface est mesurée par le Valeur Ra (rugosité moyenne arithmétique) — l'écart moyen des pics et des creux de surface par rapport à une ligne moyenne, exprimé en micromètres (µm). Plus la valeur Ra est faible, plus la surface est lisse et réfléchissante.
| Qualité de surface | Valeur Ra (µm) | Apparence | Application typique |
|---|---|---|---|
| Usiné standard | 1,6 – 3,2 | Marques d'outils visibles | Rouleaux industriels généraux |
| Moulu fin | 0,4 – 0,8 | Aspect lisse et mat | Rouleaux de film et de papier standards |
| Poli brillant | 0,05 – 0,2 | Lumineux, semi-réfléchissant | Film d'emballage, papier couché |
| Surface du miroir | 0,01 – 0,05 | Réflexion en miroir complet | Films optiques, stratifiés décoratifs, revêtement de précision |
| Ultra-miroir (super finition) | < 0,01 | Réflexion optiquement parfaite | Panneaux d'affichage, films semi-conducteurs |
Pour mettre en perspective la valeur Ra de la surface du miroir : un cheveu humain mesure environ 70 micromètres de diamètre — un rouleau à surface miroir à Ra 0,01 µm est 7 000 fois plus fluide que la largeur d'un seul cheveu.
L’obtention d’une finition miroir commence bien avant tout polissage. Le choix du matériau de base détermine directement la qualité de la finition qui peut finalement être obtenue. – et combien de temps cette finition tiendra dans des conditions de production.
Les matériaux de base les plus couramment utilisés pour les rouleaux à surface miroir sont :
Une fois le matériau de base sélectionné, l'ébauche du rouleau est ébauchée sur un tour CNC à 0,3 à 0,5 mm du diamètre final . Cette surépaisseur de matériau est délibérément laissée pour permettre le meulage et la finition ultérieurs sans risquer de contre-dépouille dimensionnelle.
Pour les rouleaux en acier, le traitement thermique suit l'usinage grossier et est essentiel à la performance de la finition miroir :
Le meulage est l'endroit où la surface du rouleau commence sa transformation d'une ébauche grossièrement usinée en un cylindre de précision. Le meulage au rouleau de la surface du miroir est effectué dans plusieurs passes avec des meules abrasives de plus en plus fines , chaque passage enlève une plus petite quantité de matière et laisse une surface progressivement plus lisse.
Une séquence de meulage typique pour un rouleau à surface miroir :
Tout au long du broyage, débit du liquide de refroidissement, vitesse de la roue, vitesse de rotation de la pièce et vitesse de déplacement sont tous contrôlés avec précision : les écarts provoquent des dommages thermiques, des marques de broutage ou des brûlures de meulage qui ne peuvent être récupérées sans redémarrer la séquence de meulage.
Pour de nombreux rouleaux à surface miroir, un le revêtement de surface dure est appliqué après le meulage final pour fournir la combinaison de dureté, de résistance à la corrosion et de qualité de surface réceptive au polissage que le matériau de base seul ne peut pas offrir. Les trois technologies de revêtement les plus courantes sont :
Le revêtement traditionnel et le plus largement utilisé pour les rouleaux à surface miroir. Le chrome dur galvanisé atteint une dureté de HT 850-1 050 et peut être poli à des valeurs Ra inférieures à 0,02 µm. Couches chromées de Épaisseur de 0,05 à 0,2 mm sont standard pour les rouleaux industriels. Le réseau de microfissures inhérent au chromage assure une certaine rétention du lubrifiant, ce qui aide à protéger la surface lors du contact du film. Cependant, en raison des réglementations environnementales concernant le chrome hexavalent (Cr VI), des revêtements alternatifs sont de plus en plus spécifiés.
La pulvérisation de carburant oxygène à haute vitesse (HVOF) dépose un revêtement dense en carbure de tungstène-cobalt (WC-Co) à des valeurs de dureté de HT 1 200–1 500 — nettement plus dur que le chrome. Les revêtements HVOF sont pratiquement sans porosité, très résistants à l'abrasion et à la corrosion et peuvent être polis jusqu'à des valeurs Ra de 0,02 à 0,05 µm . Ils constituent le choix privilégié dans les applications où le chrome est interdit ou où la durée de vie des rouleaux dans des conditions abrasives est critique.
Les revêtements céramiques appliqués par pulvérisation plasma offrent une excellente dureté ( HT 1 000-1 400 ) et une résistance chimique exceptionnelle. La céramique d'oxyde de chrome (Cr₂O₃), en particulier, peut être polie jusqu'à obtenir une qualité miroir et est largement utilisée dans les rouleaux d'impression, de revêtement et de traitement chimique où un contact agressif avec les supports est inévitable.
Le polissage est ce qui transforme un rouleau rectifié ou enduit avec précision en une véritable surface miroir. Il s’agit de l’étape la plus exigeante en main-d’œuvre et en compétences dans l’ensemble du processus de fabrication, et celle qui est la plus responsable de la valeur Ra finale obtenue.
Le polissage miroir des rouleaux industriels est effectué par étapes séquentielles en utilisant des abrasifs de plus en plus fins :
Chaque étape de polissage doit être réalisée avec des outils propres et un environnement sans contamination — une seule particule abrasive provenant d'une étape plus grossière laissée sur la surface du rouleau créera une rayure qui pénétrera dans toutes les étapes de polissage plus fines suivantes, nécessitant de redémarrer toute la séquence à partir du point de contamination.
Après le polissage, chaque rouleau de surface miroir est soumis à un protocole d'inspection de qualité rigoureux avant d'être mis en service. Les mesures clés comprennent :
| Scène | Process | Ra atteint (µm) | Objectif clé |
|---|---|---|---|
| 1 | Sélection des matériaux et ébauche | 3.2 – 6.3 | Établir la géométrie et les fondations matérielles |
| 2 | Traitement thermique | — | Atteindre une dureté de surface HRC 58-65 |
| 3 | Rectification cylindrique multi-passes | 0,05 – 0,2 | Géométrie de précision, précision dimensionnelle |
| 4 | Revêtement de surface (chrome / HVOF / céramique) | 0,1 – 0,4 | Dureté, résistance à la corrosion, polissabilité |
| 5 | Polissage miroir séquentiel | 0,01 – 0,05 | Atteindre la réflectivité du miroir et le Ra final |
| 6 | Contrôle qualité et équilibrage dynamique | Vérifié ≤ 0,05 | Confirmez toutes les spécifications avant la sortie |
Un rouleau à surface miroir n'obtient pas sa finition brillante par accident ou par un seul processus : il est le résultat de six étapes de fabrication séquencées avec précision, chacune s'appuyant sur la dernière , depuis la sélection des matériaux de base et le traitement thermique en passant par le meulage multi-passes, le revêtement de surface et le polissage miroir final. La valeur Ra atteinte à chaque étape fixe le plafond de ce que l’étape suivante peut accomplir, c’est pourquoi aucune étape ne peut être sautée ou précipitée. La valeur Ra finale de 0,01 à 0,05 µm qui définit un véritable rouleau à surface miroir représente l'un des niveaux de finition de surface les plus élevés pouvant être atteints dans la fabrication industrielle - et il détermine directement la brillance, la clarté et la qualité de chaque produit touché par le rouleau.






Dédié au développement et à la fabrication de diverses formes de rouleaux avec différentes structures de rouleaux.
Téléphone : +86-15371769898
Courriel : [email protected]
Ajouter : 9, avenue Lifa, ville de Chengdong, comté de Haian, ville de Nantong, province du Jiangsu, Chine
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tous droits réservés.
