 +86-15371769898
+86-15371769898 [email protected]
[email protected]
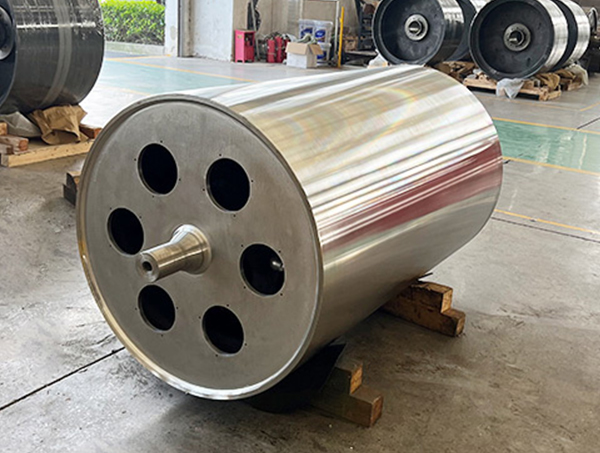
+86-15371769898[email protected]La rugosité de la surface – mesurée sous la forme de la valeur Ra – est le paramètre le plus influent régissant rouleau de surface de miroir performances . Ra contrôle directement le niveau de brillance transféré aux matériaux traités, le comportement de friction et de libération au point de pincement, l'efficacité du transfert de chaleur, le taux d'accumulation de contamination et la résistance du rouleau à la dégradation de la surface sous charge. Un changement de seulement 0,05 µm de la valeur Ra peut faire la différence entre un produit qui répond aux spécifications du film optique et un produit rejeté lors de l'inspection. — faire de la gestion de Ra non seulement une préoccupation de fabrication mais une priorité opérationnelle continue.
Ra (rugosité moyenne arithmétique) est calculé comme l'écart absolu moyen des pics et des creux de surface par rapport à une ligne médiane moyenne, mesuré en micromètres (µm) sur une longueur d'échantillonnage définie. Il s'agit du paramètre de rugosité de surface le plus universellement utilisé dans les spécifications des rouleaux industriels, car il fournit une nombre unique et reproductible qui est directement en corrélation avec la réflectivité de la surface, le comportement de contact et les performances fonctionnelles .
Cependant, Ra seul ne raconte pas toute l’histoire. Deux rouleaux avec des valeurs Ra identiques peuvent se comporter différemment en production si leurs profils de texture de surface diffèrent — par exemple, une surface avec des vallées profondes et largement espacées (Rz élevé par rapport à Ra) se comporte différemment sous la pression de pincement qu'une surface avec des micro-pics peu profonds et densément compactés. Pour les applications de surfaces de miroir les plus exigeantes, les fabricants précisent également :
Pour la plupart des spécifications des rouleaux à surface miroir, une définition complète de la qualité de surface nécessite Ra ≤ 0,05 µm combiné avec Rz ≤ 0,3 µm et Rmax ≤ 0,5 µm — garantissant à la fois un lissé moyen et l'absence de défauts profonds isolés.
L’effet le plus direct et le plus significatif commercialement de la valeur Ra est son contrôle sur le niveau de brillance conféré aux films, revêtements, stratifiés et surfaces en papier qui passent au contact du rouleau. Les rouleaux à surface miroir fonctionnent comme des outils de transfert de brillance : la finition de la surface du rouleau est reproduite sur la surface du matériau lors de l'événement de contact et de pression au niveau du pincement.
La relation entre la valeur Ra du rouleau et la brillance du matériau est bien établie dans la pratique industrielle :
| Valeur Ra du rouleau (µm) | Niveau de brillance (GU à 60°) | Aspect de la surface du matériau | Application typique du produit |
|---|---|---|---|
| 0,4 – 0,8 | 20 – 40 UG | Mat / satiné | Film d'emballage mat, papier à lettres |
| 0,1 – 0,4 | 40 – 70 UG | Semi-brillant | Papier couché, emballage standard |
| 0,05 – 0,1 | 70 – 85 UG | Haute brillance | Emballage haut de gamme, film de plastification |
| 0,02 – 0,05 | 85 – 95 UG | Brillant miroir | Stratifiés décoratifs, films optiques |
| < 0,01 | > 95 GU | Optiquement parfait | Panneaux d'affichage, films semi-conducteurs |
L'efficacité du transfert de brillance est également influencée par pression de pincement, température du matériau et temps de séjour au contact - mais la valeur Ra définit la limite supérieure de brillance qui peut être atteinte quelle que soit la manière dont ces paramètres sont optimisés. Un rouleau à Ra 0,1 µm ne peut pas produire une finition de surface 95 GU, quelle que soit la pression de pincement ou la lenteur de la vitesse de ligne.
La valeur Ra a un effet contre-intuitif et critique sur la friction et le relâchement du matériau à la surface du rouleau. La relation est pas linéaire — des surfaces trop rugueuses ou trop lisses peuvent créer des problèmes d'adhérence, mais pour des raisons différentes.
Aux valeurs Ra ci-dessous 0,02 µm , la surface du rouleau devient si lisse que les forces d'adhésion au niveau moléculaire (forces de Van der Waals) entre le rouleau et certains films polymères deviennent importantes . La véritable zone de contact entre le rouleau et le matériau augmente considérablement à mesure que les aspérités de la surface disparaissent, et les films minces (en particulier le polyuréthane, le PVC souple et les stratifiés adhésifs) peuvent adhérer à la surface du rouleau et résister à un décollement propre. Ce phénomène est plus prononcé à des températures élevées et à des pressions de pincement élevées.
En pratique, les fabricants de rouleaux et les ingénieurs de procédés gèrent cela en :
Aux valeurs Ra supérieures 0,2 µm , l'imbrication mécanique entre les aspérités de la surface et les surfaces des matériaux souples augmente la friction, ce qui peut entraîner des problèmes de suivi des matériaux, des marques de surface et une tension inégale dans les lignes de production alimentées en bande. Pour une manipulation précise de la bande, les valeurs Ra des rouleaux de 0,05 à 0,1 µm fournissent l'équilibre optimal de friction contrôlée pour la stabilité de la bande sans risque d'adhérence.
De nombreux rouleaux à surface miroir fonctionnent comme petits pains chauffés ou réfrigérés — transférer de l'énergie thermique vers ou depuis le matériau traité pour contrôler la température pendant le calandrage, le laminage ou le gaufrage. La valeur Ra influence directement l'efficacité de ce transfert de chaleur grâce à son contrôle de la surface de contact réelle.
Le transfert de chaleur entre deux surfaces en contact est régi par le conductance de contact thermique — qui augmente à mesure que la surface de contact réelle augmente et que l'entrefer emprisonné entre les aspérités de la surface diminue. Un rouleau à surface miroir à Ra 0,02 µm atteint un zone de contact réelle nettement plus élevée avec la surface du matériau qu'un rouleau à Ra 0,2 µm — ce qui signifie :
La valeur Ra détermine la facilité avec laquelle la poussière, les résidus de revêtement, les dépôts de colle et les contaminations du processus s'accumulent sur la surface du rouleau - et avec quelle facilité ils peuvent être retirés pendant les cycles de nettoyage.
Les aspérités de surface à des valeurs Ra plus élevées agissent comme des pièges mécaniques pour les particules et la contamination : un rouleau à Ra 0,4 µm présente des vallées de surface suffisamment profondes pour piéger les particules qu'un rouleau à Ra 0,02 µm ne peut pas retenir. Les conséquences pratiques en production sont importantes :
Les performances d'un rouleau à surface miroir en production ne sont pas statiques — la valeur Ra change au cours de la durée de vie du rouleau à mesure que la surface s'use et que la vitesse à laquelle Ra se dégrade détermine la durée pendant laquelle le rouleau peut maintenir ses spécifications de performance avant qu'un réaffûtage ou un repolissage ne soit nécessaire.
La valeur Ra initiale influence le taux d'usure de manière directement mesurable à travers le Paramètre Rpk (hauteur de pic réduite) . Les surfaces avec un Rpk élevé (micro-pics proéminents au-dessus de la surface moyenne) s'usent rapidement car ces pics sont le premier matériau enlevé sous une charge de contact. Une surface de miroir bien polie avec un faible Rpk a un minimum de matière à perdre, et donc La valeur Ra reste stable beaucoup plus longtemps avant de se dégrader au point que la qualité du produit en soit affectée.
Taux de dégradation pratique du Ra dans différentes conditions de fonctionnement :
| État de fonctionnement | Taux de dégradation typique de Ra | Danstervalle de repolissage prévu |
|---|---|---|
| Film propre, faible pression de pincement, vitesse modérée | 0,005 µm par 1 000 heures | 18 – 36 mois |
| Papier couché, pression de pincement moyenne, vitesse élevée | 0,01 – 0,02 µm par 1 000 heures | 9 – 18 mois |
| Particules abrasives dans les milieux de traitement | 0,05 µm par 1 000 heures | 3 – 6 mois |
| Rouleau revêtu de carbure de tungstène, support propre | < 0,002 µm par 1 000 heures | 3 – 7 ans |
Dans la fabrication de produits de précision, la valeur Ra d'un rouleau à surface miroir définit le seuil de sensibilité aux défauts pour toute la chaîne de production. Toute irrégularité de surface sur le rouleau (une rayure, une piqûre, un dépôt de contamination) qui dépasse le niveau Ra environnant sera reproduite sur chaque mètre de matériau avec lequel le rouleau entre en contact jusqu'à ce que le défaut soit identifié et que le rouleau soit retiré pour être retravaillé.
L’impact financier des défauts liés à Ra est significatif dans les gammes de produits à forte valeur ajoutée :
| Paramètre de performances | Ra 0,2 – 0,4 µm | Ra 0,05 – 0,1 µm | Ra 0,01 – 0,05 µm |
|---|---|---|---|
| Transfert de brillant | Semi-brillant only | Haute brillance | Miroir / brillant optique |
| Libération matérielle | Bien | Très bien | Nécessite une gestion (risque d’adhésion) |
| Uniformité du transfert de chaleur | Modéré | Bien | Excellent |
| Résistance aux contaminations | Modéré | Bien | Excellent |
| Ra stabilité dans le temps | Se dégrade rapidement | Modérély stable | Très stable (faible Rpk) |
| Risque de réplication des défauts | Sensibilité inférieure | Sensibilité moyenne | Sensibilité la plus élevée |
| Coût de fabrication | Inférieur | Moyen | Le plus haut |
La valeur Ra n'est pas un numéro de spécification unique à respecter au moment de la fabrication du rouleau puis oublié - c'est un paramètre de performance dynamique qui régit chaque aspect du comportement des rouleaux à surface miroir tout au long de sa durée de vie opérationnelle . Il contrôle simultanément le transfert de brillance, la friction, l’échange thermique, la résistance à la contamination, la progression de l’usure et le risque de défaut. Spécifier la valeur Ra correcte pour une application nécessite d'équilibrer ces six dimensions de performances – pas simplement minimiser Ra au niveau le plus bas possible. Le Ra optimal pour la plupart des applications de rouleaux à surface miroir se situe dans Plage de 0,02 à 0,05 µm , où le transfert de brillance est maximisé, l'adhésion est gérée, le transfert de chaleur est excellent et la stabilité de surface dans les conditions de production est la plus élevée. Descendre en dessous de cette plage entraîne une diminution des retours de brillance tout en augmentant le risque d'adhérence et les coûts de fabrication de manière disproportionnée.



Dédié au développement et à la fabrication de diverses formes de rouleaux avec différentes structures de rouleaux.
Téléphone : +86-15371769898
Courriel : [email protected]
Ajouter : 9, avenue Lifa, ville de Chengdong, comté de Haian, ville de Nantong, province du Jiangsu, Chine
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tous droits réservés.





