 +86-15371769898
+86-15371769898 [email protected]
[email protected]
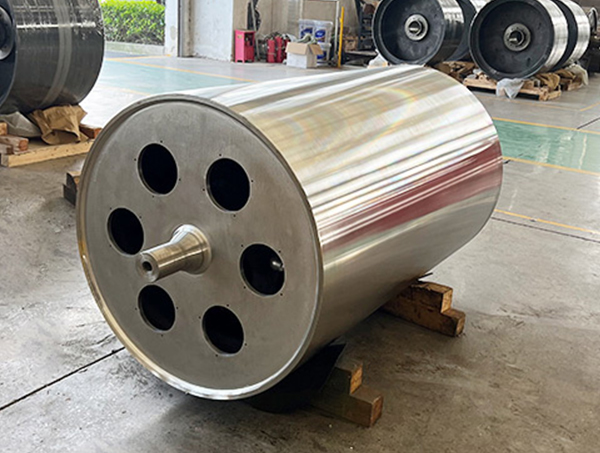
+86-15371769898[email protected]Dans le paysage moderne de la fabrication de haute précision, la « finition de surface » (morphologie de surface) d’un produit est souvent le principal indicateur de sa qualité et de sa valeur marchande. Qu'il s'agisse du toucher délicat d'un papier de qualité supérieure, de l'éclat miroir de plaques d'acier haute performance ou de la constance de l'épaisseur de films spécialisés, le héros en coulisses est le rouleau industriel. Un Rouleau enduit d'alliage dur est un outil industriel avancé développé spécifiquement pour répondre aux exigences des lignes de production à grande vitesse et de haute précision. Contrairement aux rouleaux en acier traditionnels ou aux rouleaux chromés standard, ces unités utilisent des matériaux ultra-durs comme le carbure de tungstène (WC) ou le carbure de chrome (CrC) pour créer une surface de travail pratiquement insensible à l'usure typique des cycles industriels.
La qualité de l'état de surface est généralement mesurée par la valeur « Ra » (Roughness Average). Dans la fabrication de précision, l’obtention d’une faible valeur Ra est essentielle pour réduire la friction et améliorer l’attrait esthétique du produit final. Un rouleau revêtu d'un alliage dur améliore cette métrique en fournissant une surface incroyablement dense et non poreuse. Parce que le matériau de revêtement est exceptionnellement dur, il ne développe pas les rayures microscopiques ou les « piqûres » courantes dans les rouleaux traditionnels plus doux. Cela signifie que, que vous en soyez au premier ou au millionième mètre d'un cycle de production, la texture de la surface reste très cohérente, réduisant considérablement les taux de rejet et les rebuts.
Lorsqu’il s’agit d’améliorer l’état de surface, le « module d’Young » ou la rigidité de la surface du rouleau joue un rôle décisif. Lorsqu'un rouleau est soumis à une pression élevée, comme lors d'un processus de calandrage ou de laminage, les matériaux standard peuvent subir une « micro-déformation ». Ce changement momentané de forme entraîne une répartition inégale de la pression sur le matériau, entraînant des textures « peau d'orange » ou de légères variations d'épaisseur.
Le Rouleau enduit d'alliage dur résout ce goulot d'étranglement physique. Sa dureté de surface atteint généralement entre 1 200 et 1 500 HV (Dureté Vickers), ce qui est nettement supérieur à celui de l'acier industriel trempé standard. Cette extrême dureté garantit que le rouleau conserve son profil géométrique parfait même sous de lourdes charges.
| Caractéristique | Rouleau enduit d'alliage dur (Tungsten Carbide) | Rouleau standard en chrome dur |
|---|---|---|
| Dureté superficielle | 1200 - 1450 HT | 800 - 1000 HT |
| Résistance à l'usure | 5x à 10x plus élevé | Norme |
| Résistance à la corrosion | Excellent (inertie chimique) | Modéré (sous réserve de piqûres) |
| Porosité | < 1 % (extrêmement dense) | 2% - 5% (Micro-fissures fréquentes) |
| Température de service maximale | Jusqu'à 500°C (WC) / 850°C (CrC) | Environ 400°C |
| Longévité des surfaces | Cohérence exceptionnelle | Se dégrade à mesure que le chrome s'use |
Dans des processus tels que l’extrusion du plastique, le laminage à froid des métaux ou la fabrication du papier, la chaleur est à la fois un outil et une menace. Un frottement excessif entre le rouleau et le matériau peut générer des contraintes thermiques, entraînant des « brûlures superficielles » ou des « traînées de chaleur » qui détruisent l’intégrité visuelle du produit. Les revêtements en alliage dur ont généralement un coefficient de friction inférieur à celui de l'acier non traité, ce qui permet au matériau de glisser en douceur sur la surface et réduit le risque de déchirure de la surface causée par la traînée.
Les rouleaux standard subissent souvent une « dilatation thermique » lors de longs trajets, ce qui peut modifier la « couronne » (profil) du rouleau et entraîner une pression inégale. Les matériaux en alliage dur, en particulier ceux contenant des phases céramiques, ont un coefficient de dilatation thermique bien inférieur et une conductivité thermique supérieure.
La qualité de la finition de surface est fréquemment menacée par les « piqûres », qui sont généralement causées par des réactions chimiques entre la surface du rouleau et les matériaux traités ou les agents de nettoyage utilisés. Un Rouleau enduit d'alliage dur est chimiquement inerte, ce qui signifie qu’il résiste à la corrosion causée par des substances acides ou alcalines.
Sur les rouleaux plus souples, les particules microscopiques du produit (telles que la poussière de papier, les débris métalliques ou les résidus de revêtement) peuvent facilement s'incruster dans la surface, un phénomène appelé « ramassage ». Une fois que cela se produit, les particules incrustées rayent tous les mètres suivants du produit.
Pour les décideurs B2B, la logique commerciale fondamentale du rouleau à revêtement en alliage dur réside dans la stabilité de son « cycle de vie de finition de surface ». Avec des rouleaux standards, la qualité de surface commence à 100 % et diminue progressivement à mesure que l'usure s'installe, nécessitant éventuellement un arrêt pour réaffûtage. Cependant, un revêtement en alliage dur maintient des performances optimales sur une période beaucoup plus longue.
Bien que l'investissement initial dans un revêtement en alliage dur soit supérieur à celui d'une galvanoplastie standard, le retour sur investissement (ROI) se traduit par des coûts de maintenance inférieurs et des rendements plus élevés :
Quelle est l’épaisseur typique d’un revêtement en alliage dur ?
La plupart des revêtements industriels vont de 0,1 mm à 0,3 mm (100 à 300 microns). Bien que fin, l’extrême dureté de l’alliage offre plus de protection que plusieurs centimètres d’acier standard.
Un rouleau à revêtement en alliage dur endommagé peut-il être réparé ?
Oui. Contrairement à certains traitements thermiques ponctuels, les revêtements en alliage dur peuvent être décapés et réappliqués (resurfacés). Cela permet aux clients de réutiliser le noyau en acier coûteux plusieurs fois, ce qui en fait un investissement durable à long terme.
En quoi le revêtement HVOF diffère-t-il de la pulvérisation plasma standard ?
HVOF (High-Velocity Oxy-Fuel) produit des vitesses de particules beaucoup plus élevées, ce qui donne un revêtement avec une force de liaison plus forte, une densité plus élevée et une porosité plus faible (généralement inférieure à 1 %). Cela en fait le procédé privilégié pour les rouleaux industriels nécessitant une finition de surface supérieure.
Quel est le meilleur choix pour mon secteur : le carbure de tungstène ou le carbure de chrome ?
Le carbure de tungstène offre la plus forte résistance à l'usure pour les environnements inférieurs à 450°C. Si vos conditions de fonctionnement dépassent 500°C et impliquent un environnement hautement corrosif, le carbure de chrome est le meilleur choix.







Dédié au développement et à la fabrication de diverses formes de rouleaux avec différentes structures de rouleaux.
Téléphone : +86-15371769898
Courriel : [email protected]
Ajouter : 9, avenue Lifa, ville de Chengdong, comté de Haian, ville de Nantong, province du Jiangsu, Chine
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tous droits réservés.
