 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected]Dans les secteurs de l'extrusion de plastique de précision, de la production de films optiques et du revêtement de papier haut de gamme, le Rouleau de surface miroir est le composant principal qui détermine la qualité de surface finale du produit. Idéalement, un rouleau miroir devrait conférer au produit une clarté et une brillance impeccables, semblables à celles du verre. Cependant, les ingénieurs de production sont souvent confrontés à un défaut frustrant connu sous le nom de « marques de peau d'orange ». Ce défaut apparaît sous la forme d'ondulations ou de fossettes microscopiques sur la surface du film, ressemblant à la peau d'un agrume, ce qui compromet gravement la clarté optique et la compétitivité du produit sur le marché.
L’apparition de peau d’orange indique généralement un manque d’harmonie entre la précision mécanique, l’équilibre thermodynamique et les caractéristiques des matériaux.
Pour résoudre le problème de la peau d'orange, il faut d'abord comprendre la structure de la surface du Rouleau de surface miroir d'un point de vue microscopique. En termes industriels, la peau d’orange est essentiellement une forme de « micro-ondulation superficielle ». Même si un rouleau apparaît aussi brillant qu'un miroir à l'œil nu, sa morphologie microscopique au microscope détermine directement l'effet nivelant du polymère fondu pendant le processus de refroidissement.
La rugosité de la surface d'un rouleau miroir est généralement requise pour atteindre Ra 0,01 μm ou même plus bas. Si le rouleau ne répond pas à ces normes lors des étapes de meulage fin ou de superfinition, ou si la couche de galvanoplastie présente une cristallisation grossière, des micro-pics et des creux apparaîtront à la surface. Lorsque le film fondu entre en contact avec une surface aussi inégale, la pression ne peut pas être répartie uniformément, ce qui entraîne une déformation microscopique à mesure que le film se solidifie.
Les rouleaux miroir utilisent généralement un chromage dur. Si le rapport de solution de placage est incorrect ou si la densité de courant est inégale, la couche de chrome peut développer de minuscules « trous d'épingle » ou « micro-fissures ». Ces défauts, invisibles à l'œil nu, induisent des forces de pelage inégales lors de la production à grande vitesse, ce qui entraîne la surface du film dans des textures ressemblant à de la peau d'orange. De plus, l'adhérence entre le polymère et le rouleau est critique. Si la surface est contaminée ou si le pouvoir lubrifiant de la couche de chrome diminue, un « collage » microscopique se produit lorsque le film quitte le rouleau, entraînant des alvéoles irrégulières.
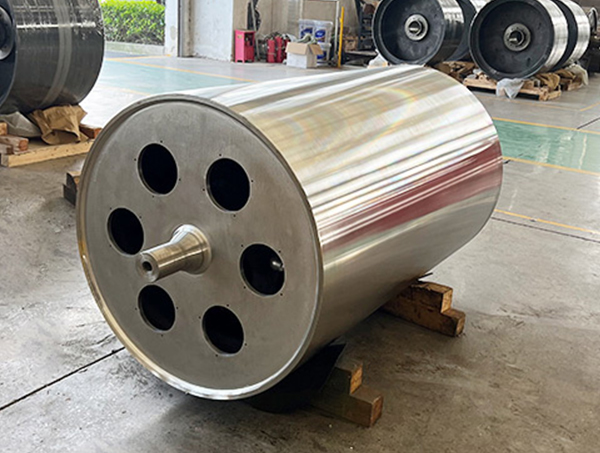
Un Rouleau de surface miroir n'est pas simplement un élément de transport ; il s'agit essentiellement d'un échangeur de chaleur de haute précision. Lors de la production par extrusion ou par coulée, la chaleur de la résine fondue doit être évacuée uniformément par le rouleau. Si la répartition de la température sur la surface du rouleau est inégale, des différences localisées de retrait de refroidissement se produisent, ce qui est le principal moteur thermodynamique des marques de peau d'orange.
Les rouleaux miroir de haute qualité présentent généralement des caractéristiques complexes Canaux à flux en spirale . Le but de cette conception est de garantir que le fluide de refroidissement (eau glacée ou huile thermique) circule à travers tout le corps du rouleau à une vitesse et une pression constantes, en maintenant la variation de température de surface dans les limites. ±0,5°C .
De nombreuses usines négligent la gestion de la qualité de l’eau de refroidissement. Au cours de longues périodes de fonctionnement, du tartre ou de la rouille peuvent s'accumuler dans les canaux internes. Ces dépôts modifient la direction du fluide et créent une résistance thermique localisée. Lorsque des « points froids » ou des « points chauds » apparaissent sur la surface du rouleau, la vitesse de refroidissement du film en contact avec ces zones devient incohérente. Cette variation des taux de retrait conduit directement à une tension superficielle inégale, se manifestant par des marques systémiques de peau d'orange sur le film.
Pendant la phase d’approvisionnement, il est essentiel de comprendre l’impact des différentes normes techniques sur les résultats de production. Pour vous aider dans votre processus de sélection, nous avons résumé ci-dessous les indicateurs techniques clés pour vous aider à éviter les produits bas de gamme sujets à la peau d'orange.
| Indicateur technique | Rouleau miroir haut de gamme (qualité de précision) | Rouleau miroir standard (qualité générale) |
|---|---|---|
| Rugosité de surface (Ra) | < 0,01 μm (Super-fini) | 0,02 - 0,05 μm |
| Dureté du placage | HRC 62 - 65 (dense et uniforme) | HRC 55 - 60 (Fluctuant) |
| Voile radial (TIR) | < 0,005 mm | 0,01 - 0,02 mm |
| Temp. Précision du contrôle | ±0,5°C to ±1.0°C | ±3,0°C à ±5,0°C |
| Structure interne | Canaux en spirale double couche | Manchon simple ou chicanes |
| Résistance aux défauts | Excellent (pour film optique/haute transparence) | Modéré (sujet à la peau d'orange) |
Au-delà de la thermodynamique, le voile total indiqué (TIR) du Rouleau de surface miroir est un facteur décisif. Si le rouleau est légèrement déformé, la pression exercée sur le film pendant le processus de pincement fluctuera périodiquement avec la rotation. Cette impulsion de pression interfère avec la disposition des molécules de polymère, provoquant des textures transversales ou irrégulières à la surface du film, exacerbant ainsi l'apparence de la peau d'orange.
Le coût d'entretien d'un Rouleau de surface miroir est bien inférieur au coût de remplacement ou à la perte des produits mis au rebut. Pour éviter la peau d’orange, des protocoles d’entretien stricts doivent être établis pour protéger la surface super-finie, fragile et coûteuse.
La couche de chrome sur un rouleau miroir, bien que dure, est très sensible aux rayures causées par de petites particules dures.
Nous recommandons aux entreprises de procéder régulièrement à des inspections de « l’empreinte de surface ». Utilisez des profilomètres portables ou des observateurs microscopiques pour surveiller les changements de la valeur Ra après différents cycles de production.
Q1 : Pourquoi mon nouveau rouleau miroir a-t-il commencé à montrer des marques de peau d'orange après seulement un mois d'utilisation ?
Un: This may be due to poor quality in the hard chrome plating, which has undergone microscopic pitting under high temperatures and chemical erosion from resin additives. Additionally, check if your cooling system has internal scaling, which decreases temperature control precision.
Q2 : L’augmentation de la température du rouleau peut-elle résoudre les problèmes de peau d’orange ?
Un: Sometimes. Increasing the temperature improves the flow and leveling of the resin, allowing the film to adhere better to the roller surface. However, this may also lead to “sticking” or insufficient cooling. The fundamental solution remains checking the surface precision and temperature uniformity of the roller.
Q3 : Les rouleaux de miroir en céramique empêchent-ils mieux la peau d'orange que les rouleaux chromés ?
Un: Ceramic rollers offer extreme wear resistance, but achieving the same Ra value through polishing is much more difficult than with chrome layers. For most high-transparency films, chrome-plated mirror rollers remain the preferred choice because they achieve lower Ra values and better microscopic flatness.







Dédié au développement et à la fabrication de diverses formes de rouleaux avec différentes structures de rouleaux.
Téléphone : +86-15371769898
Courriel : [email protected]
Ajouter : 9, avenue Lifa, ville de Chengdong, comté de Haian, ville de Nantong, province du Jiangsu, Chine
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tous droits réservés.
