 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] Dans le monde sophistiqué de la fabrication moderne, le industriel rouleau en caoutchouc est un composant indispensable qui sert d'interface tactile entre la machine et le produit. Qu'il s'agisse d'impression offset à grande vitesse, de laminage de film de précision ou de laminage à froid d'acier robuste, ces cylindres de précision sont responsables de l'application uniforme de la pression, du transfert constant des liquides et de la manipulation délicate des substrats fragiles. À l’horizon 2026, la demande de vitesses de production plus élevées et de tolérances plus strictes a fait passer l’ingénierie des rouleaux en caoutchouc du statut d’achat de produits de base à celui de spécification technique critique. La sélection du « bon » rouleau implique une interaction complexe entre la chimie des polymères, l’ingénierie mécanique et la science des surfaces. Un élastomère mal adapté ou un duromètre incorrect peut entraîner des « temps d'arrêt » catastrophiques, des défauts de surface et un gaspillage excessif de matériaux.
Les performances et la durée de vie d'un rouleau industriel sont principalement déterminées par les propriétés chimiques et physiques de son revêtement élastomère. Dans le secteur industriel, le « caoutchouc » est un terme général qui englobe une grande variété de polymères synthétiques, chacun étant conçu pour survivre à des facteurs de stress environnementaux spécifiques. La sélection du bon composé nécessite un audit de l'ensemble de votre processus, depuis les solvants de nettoyage utilisés à la fin d'un quart de travail jusqu'aux températures de fonctionnement maximales lors d'un fonctionnement à grande vitesse.
La base chimique de votre rouleau dicte sa résistance au « gonflement », à la « crazing » et à « l’abrasion ».
Au-delà de la composition chimique, la « dureté » du caoutchouc, mesurée sur le Échelle Shore A , est un facteur décisif dans la qualité des processus.
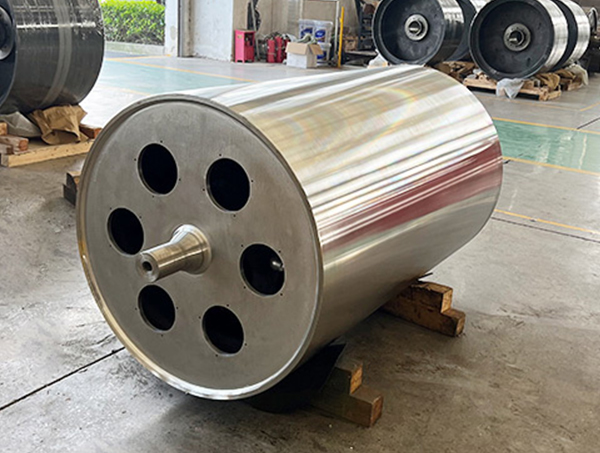
L’intégrité structurelle d’un rouleau en caoutchouc dépend autant de son noyau métallique interne et de sa technologie de liaison que de son revêtement en caoutchouc. Pour qu’un rouleau atteigne « l’excellence opérationnelle », il doit être parfaitement concentrique et dynamiquement équilibré. Toute vibration ou « faux-rond » à des régimes élevés entraînera inévitablement des « marques de broutage » sur le produit et une défaillance prématurée des roulements de la machine. En 2026, les fabricants professionnels utilisent un meulage CNC avancé et des tests par ultrasons pour garantir que le rouleau est un cylindre parfait d'un tourillon à l'autre.
Le processus de fabrication commence par le Noyau métallique , généralement fabriqué à partir de tubes d'acier à paroi épaisse, d'acier inoxydable (à usage alimentaire et médical) ou d'aluminium léger.
Pour maximiser le retour sur investissement (ROI) de vos rouleaux industriels, une culture de maintenance proactive est essentielle. Au fil du temps, tous les rouleaux en caoutchouc subissent un « vitrage », un processus dans lequel la chaleur et les produits chimiques rendent la surface lisse, dure et non absorbante.
Ce tableau sert de référence technique aux ingénieurs pour faire correspondre leur environnement de processus avec le profil d'élastomère et de dureté correct.
| Processus industriel | Principal facteur de stress | Élastomère recommandé | Dureté (Shore A) |
|---|---|---|---|
| Impression offset | Encres à base d'huile | Nitrile (NBR) | 25 - 45 |
| Stratification de films | Chaleur élevée | Silicone | 50 - 70 |
| Traitement des métaux | Haute abrasion | Polyuréthane (PU) | 80 - 95 |
| Teinture textile | Eau et produits chimiques | EPDM | 40 - 60 |
| Emballage alimentaire | Hygiène / FDA | Silicone blanc | 40 - 60 |
| Revêtement adhésif | Adhérence / Colle | Silicone antiadhésif | 30 - 50 |
Le signe de gonflement le plus évident est une modification du diamètre du rouleau ou un « ramollissement » de la surface en caoutchouc. Si le rouleau est physiquement plus grand que ses spécifications d'origine ou si la surface semble « gommeuse », il réagit probablement négativement à un produit chimique ou à un solvant présent dans votre processus.
L'équilibrage dynamique est le processus permettant de garantir que le poids du rouleau est réparti uniformément autour de son centre de rotation. Sans cela, un rouleau tournant à grande vitesse créera une « force centrifuge » qui provoquera des vibrations, entraînant une mauvaise qualité d'impression et des dommages mécaniques à votre machine.
Les petites entailles de surface peuvent parfois être « poncées » lors d'un processus de réaffûtage. Cependant, si la coupe atteint le noyau métallique, le rouleau doit être « récupéré », car une zone localisée créera presque toujours une « marque » sur le substrat pendant la production.



Dédié au développement et à la fabrication de diverses formes de rouleaux avec différentes structures de rouleaux.
Téléphone : +86-15371769898
Courriel : [email protected]
Ajouter : 9, avenue Lifa, ville de Chengdong, comté de Haian, ville de Nantong, province du Jiangsu, Chine
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tous droits réservés.



